High-Speed Automatic 210L Steel Oil Barrel Seam Welder Steel Drum Longitudinal Seam Welding Machine
 Machine Description
Machine Description
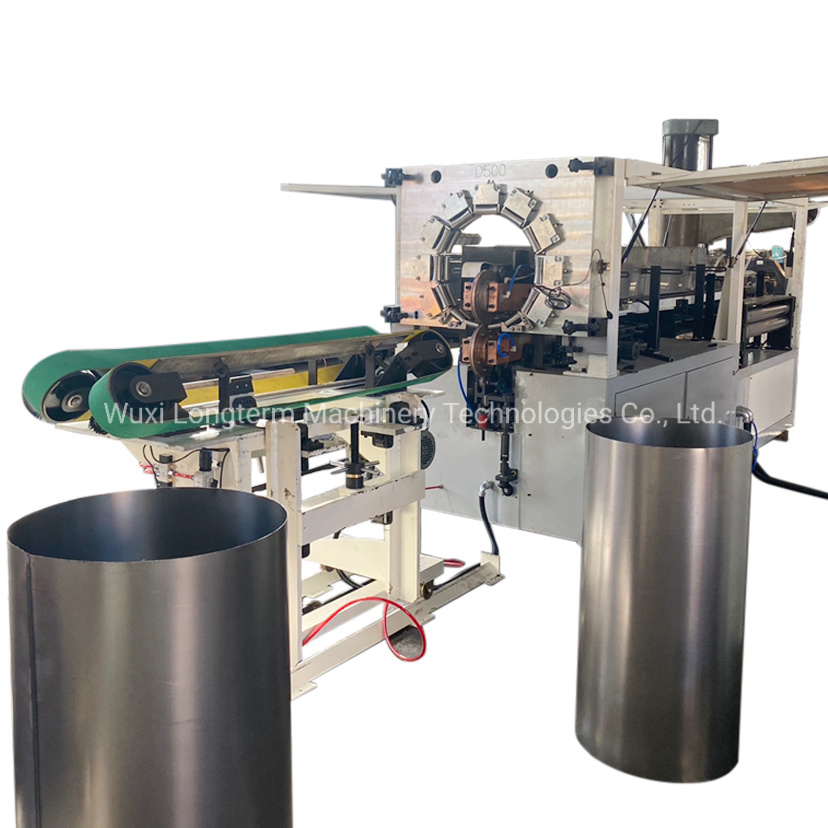
"Inverter automatic steel drum seam welder" (hereinafter referred to as seam welder) is an important device for producing metal drums. Its working principle belongs to the scope of resistance welding: that is, after the workpieces are assembled, the electrode applies pressure and the current flows through the steel plate. The contact area of the overlap and the adjacent area generate resistance heat, thereby forming a series of overlapped nuggets to obtain an airtight weld. The welding method adopted by this equipment is roll seam welding. The electrode is a cylindrical roller. Its width is larger than the overlap of the steel plate to control the thickness of the joint. Welding uses a large electrode pressure and continuous welding current. By controlling welding specifications, including parameters such as electrode pressure, welding current, and welding speed, stable welding quality can be obtained, and seam welding procedures for longitudinal welds with a diameter of 560mm to 571.6mm can be completed. The operation flow of this equipment: Manually put the cut sheet on the pedal, and automatically transfer it to the automatic slitter. After being automatically conveyed into the machine and rolled into a cylindrical shape, the spot welding is not necessary, that is, the steel drum is longitudinally welded. Seam welding, automatic unloading. 
| Main Specification: | |
| Diameter | 350-571mm |
| Height | 450-1000 |
| Thickness | 0.45-0.5 |
| Power supply | 500V,1000HZ |
| Voltage | 50HZ,380V±10% Three Phase |
| Welding Power | 160KVA |
| Welding Speed | 6-12m/min |
| Compressed air | 0.6Mpa,300L/min,≤25ºC |
| Dimension | 3.85m*3.2m*2.1m |
| Weight | 3 T |
| cooling water flow | ≥20L/min |
| cooling water pressure | 0.4 Mpa,10L/min |
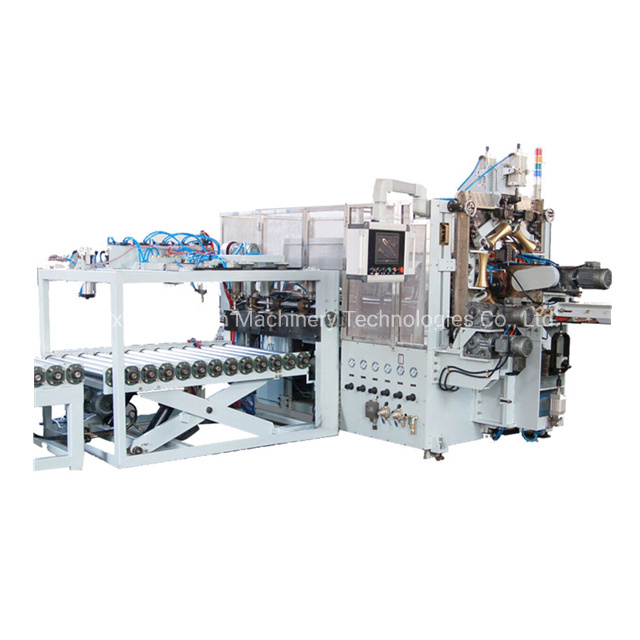
 The process Suction cup automatically feeds to the rolling area---Rolling---rolled drum movement---welding area---welding---welded---Cutting--auto unloading---repeat the above actions
The process Suction cup automatically feeds to the rolling area---Rolling---rolled drum movement---welding area---welding---welded---Cutting--auto unloading---repeat the above actions 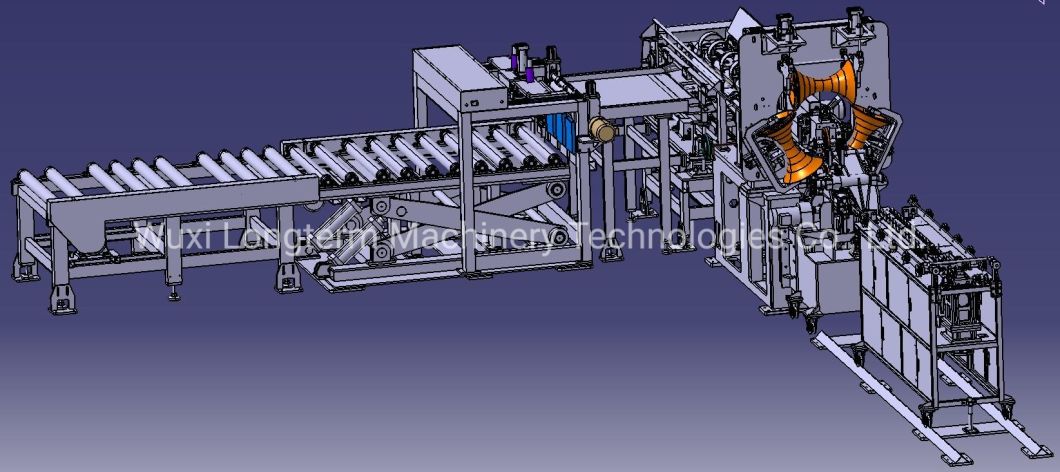 The rolling and welding process is divided into four process steps: feeding, trimming, rolling, welding, and unloading; the advancing direction of the feed is perpendicular to the forming axis of the parts at each station of rolling and welding coaxial, unloading is parallel to the previous step. The area requirement is not less than 10X7m2
The rolling and welding process is divided into four process steps: feeding, trimming, rolling, welding, and unloading; the advancing direction of the feed is perpendicular to the forming axis of the parts at each station of rolling and welding coaxial, unloading is parallel to the previous step. The area requirement is not less than 10X7m2 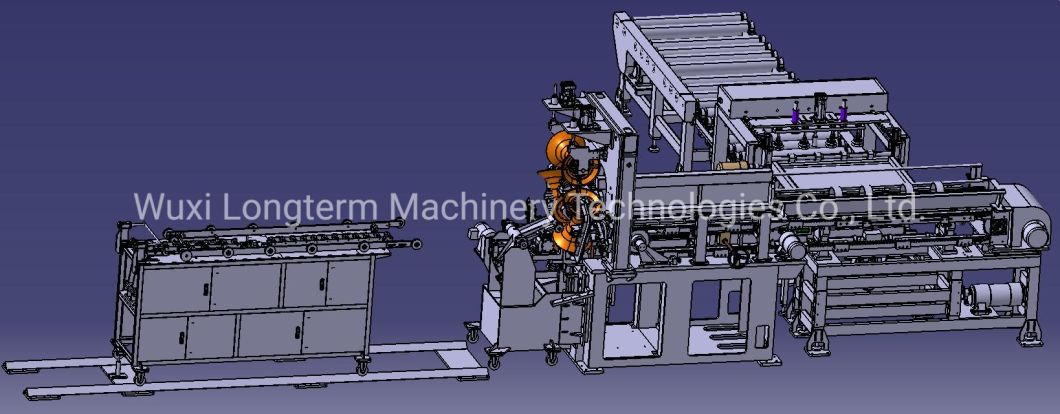 Auto Feeding Cutted sheets are stacked on the rack to be loaded, and then the sheets are conveyed into the rolling device one by one through a vacuum suction cup.
Auto Feeding Cutted sheets are stacked on the rack to be loaded, and then the sheets are conveyed into the rolling device one by one through a vacuum suction cup.  Conveying part: The cylindrical workpiece is pushed to the welding station for a short time by the pawl of the conveying part, and waits. After the welding of the workpiece at the welding station, the electrical automatic control part sends a signal, and the pushing part can push the workpiece from the to-be-welded station to the welding station again, and then cycle.
Conveying part: The cylindrical workpiece is pushed to the welding station for a short time by the pawl of the conveying part, and waits. After the welding of the workpiece at the welding station, the electrical automatic control part sends a signal, and the pushing part can push the workpiece from the to-be-welded station to the welding station again, and then cycle. 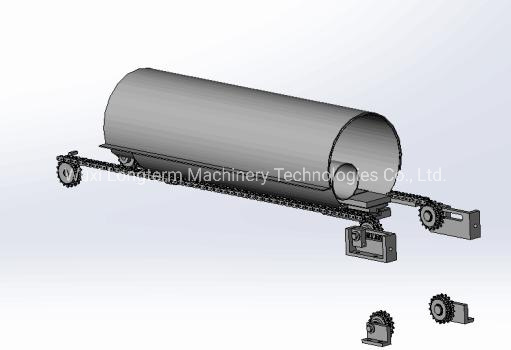 Overlap control part:
Overlap control part: 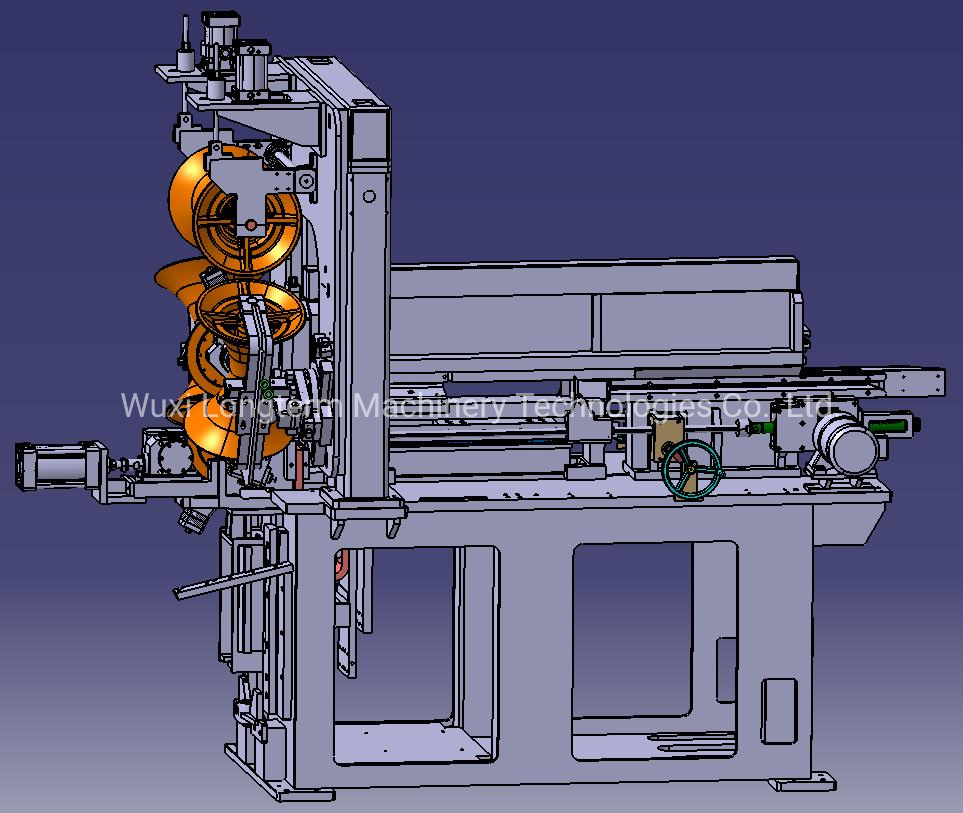
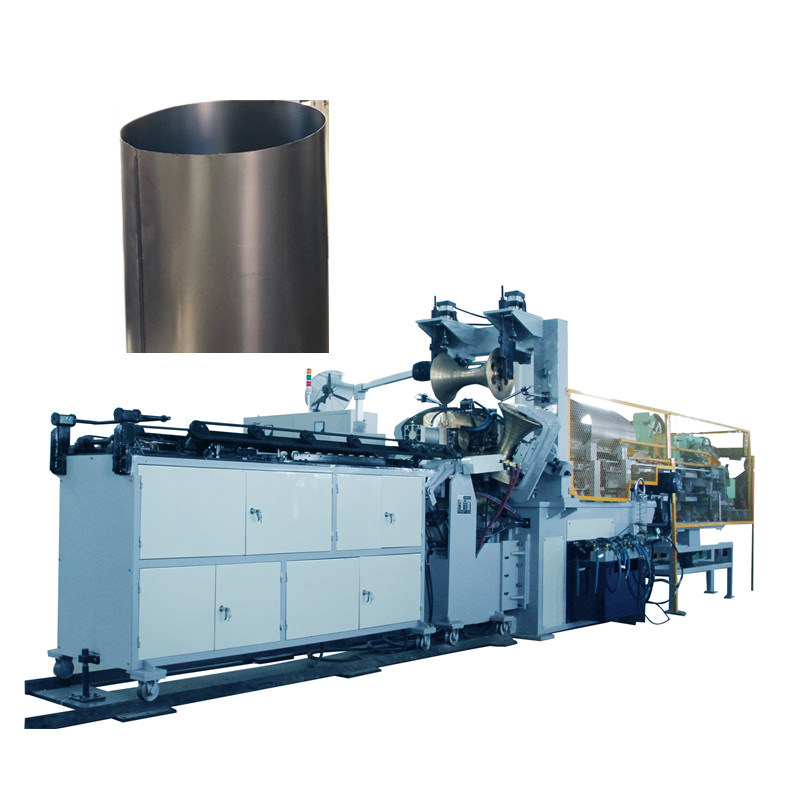
 Finished Products
Finished Products  Our Company Wuxi Longterm Machinery Technologies Co., Ltd. We are professional top manufacturer of steel drum machineries with more than 30 years of history, starting from coil decoiling, rolling, automatic welding, till finish painting, and also have cooperated with a lot of famous company around world from machine line drawing, layout drawing to site installation. Hope we also can help to booming your business in your market just like what we did to them.
Our Company Wuxi Longterm Machinery Technologies Co., Ltd. We are professional top manufacturer of steel drum machineries with more than 30 years of history, starting from coil decoiling, rolling, automatic welding, till finish painting, and also have cooperated with a lot of famous company around world from machine line drawing, layout drawing to site installation. Hope we also can help to booming your business in your market just like what we did to them.

To enable me give you correct proposal for correct machines, please tell me following
details:
A: Technical drawing/Size of the steel drum you want to manufacture
B: What's the capacity per shift/day?
Welcome to inquiry!















 The rolling and welding process is divided into four process steps: feeding, trimming, rolling, welding, and unloading; the advancing direction of the feed is perpendicular to the forming axis of the parts at each station of rolling and welding coaxial, unloading is parallel to the previous step. The area requirement is not less than 10X7m2
The rolling and welding process is divided into four process steps: feeding, trimming, rolling, welding, and unloading; the advancing direction of the feed is perpendicular to the forming axis of the parts at each station of rolling and welding coaxial, unloading is parallel to the previous step. The area requirement is not less than 10X7m2 



























