
 |











| Quantity: | |
|---|---|
HLT
Longterm
85153900
Product Description
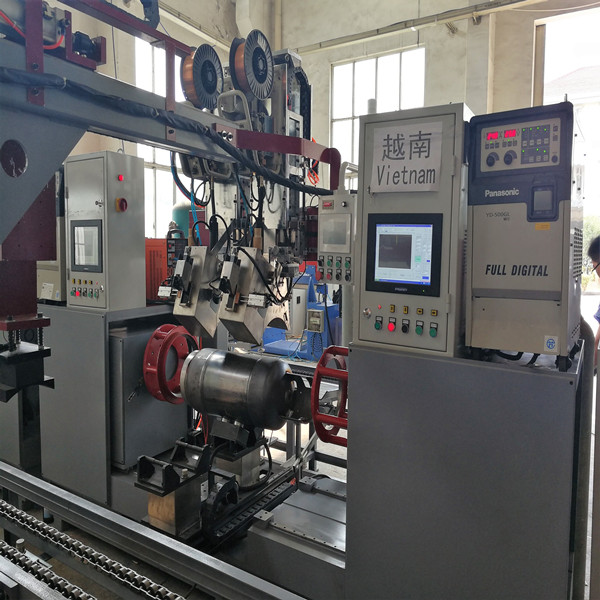
Automatic LPG Gas Cylinder Welding Line
I. Full automatic welding line ( machinery list)
1.Autoamtic socket welding machine
2.Automatic handle welding machine
3.Automatic bottom base welding machine
4.Tag welding machine
5.Automatic longitudinal seam welding machine
6.Double head assembly and tag welding
7.Double head circumferential seam welding machine
Double head circumferential seam welding machine:
Automatic Longitudinal seam welding machine
Handle/Bottom base welding line
II. Technical parameter:
A. Socket welding & polishing machine
This machine is used for upper cap socket welding and edge welding part polishing. Equip with Panasonic YD-350GL4 welder 1 set, water cooling welding torch 1 pcs, 8L automatic cycle water cooling tank 1 set. The main shaft motor is 0.75KW. Polishing motor is 1.5KW, equip with the grating security protection.
The machine uses four column hydraulic presser structure, loading/unloading by mechanical arm, front is socket welding, behind is inner polishing, the center mould rotation drives by the motor, adjust speed by Mitsubishi transducer. Put the socket in the upper cap center hole by manual, the top oil cylinder drives the slider moving down, clamp the workpiece, locate and press at one time. After starting the automatic working program, the mould workpiee rotates, the welding torch feeds in, and automatic arc welding. At the same time, the behind inner polishing dish moves to outside, polishing the upper cap edge welding part. The welding and polishing finish at the same time. After then, the oil cylinder reset, workpiece rises in place, the unloading mechanical arm enters into the mould center to remove the workpiece, and transfer to the handle welding machine through middle conveyor.
Equip with NO. 6 Hydraulic station, 1 set, vane pump, 5.5KW. Setting pressure: falling 4 MPa, rising 9 MPa.
B. Automatic handle welding machine, 1 set
This machine is used for upper cap hadnle welding. Equip with three sets welding torch, 3 welders finish at one time. Equip with Panasonic YD-350GL4 welders 3 sets, welding torch 3 pieces. Main shaft motor is 0.4KW, with the grating security protection.
The machine uses four column hydraulic presser structure, PLC control, loading/unloading by mechanical arm, motor drives the workpiece rotation. Manually put the handle in the upper mould center position which is fixed by the magnet, the loading mechanical arm quit after delivery the upper cap to the mould center position, the oil cylinder falling drives the upper mould and handle press the upper cap in position, the automatic working program starts, the center mould workpiece rotates, three welding torch feeding in at the same time, automatic arc welding. After finish, the oil cylinder resets, and workpiece rises in place, the unloading mechanical arm enters into the mould center to clamp the upper cap and put on the middle conveyor, then transfer to the assembly & spot welding machine.
Equip with No.7 hydraulic station, vane pump, 5.5KW. Setting pressure: pressing 4MPa, rising 9MPa.
C. Automatic bottom base welding machine
This machine is used for lower cap bottom base welding, equip with three welding torch, 6 welders could be finished at two times. Equip with Panasonic YD-350GL4 welder 3 sets, welding torch 3 piece. Main shaft motor 0.4KW, with the grating security protection.
The machine uses four column hydraulic presser structure, PLC control, loading/unloading by mechanical arm, motor drives the workpiece rotation. Manually put the bottom base in the upper mould center position which is fixed by the magnet. The loading mechanical arm quits after sending the upper cap to the mould center position. The oil cylinder falls down drives the upper mould and bottom base to press the upper cap in position, the automatic working program start, the center mould workpiece rotates, three welding torch feeding in at the same time, automatic arc welding. After welding, the oil cylinder reset, the workpiece rises in place, the unloading mechanical arm enters into the mould center to clamp the upper cap and put on the middle conveyor.
Equip with No.3 hydraulic station, vane pump, 5.5KW, setting pressure: pressing 4MPa, rising 10MPa.
D. Assembly and spot welding machine
The machine is used for assembling the upper cap and lower cap, vertical type. Air cylinder press fit equips with press head connection rod, used for both 9kg and 14kg, change the connection rod to switch. Manually put the lower cap on the platform, beside the position, put the handle opener of the upper cap opposite to the bottom base welder joint, then assembly the upper cap into the lower cap jogging part, open the manual control air valve, the above cylinder push the press head on the socket, automatic press the upper and lower cap. Check the lap joint, if necessary, use the wooden hammer to click the lap joint to make it more closer, After assembling, manual spot welding, about 2~3 welders for one circle. After welding, manually push the cylinder to the loading conveyor, the handle is in front and bottom base is in behind, the assembly and spot welding machine equips with SuperTIG-315 manual arc welder 1 set.
E. Automatic circumferential welding machine
The machine is used for circumferential welding of upper and lower cap, equip with welder vision tracking system, finish the circumferential welding automatically, full automatic and no operator, each set equips with Panasonic YD-500GS high speed welder 1 set, water cooling welding torch 1 piece, 8L circle cooling tank 1 piece. Equip with welder vision tracking system 1 set. The electrical control system uses Mitsubishi PLC control unit, pro-face color touch screen operation screen.
The machine uses horizontal double shafts structure, the main shaft and the bottom shaft is the same, air cylinder drives the feeding, opposite moving clamp is using for clamping or loosing the workpie. The main shaft drives by the speed reducer motor, adjust speed by the Mitsubishi transducer, the main shaft motor power is 0.75KW. The main shaft and bottom shaft have independent welding mould, the welding torch position can be adjusted along the cylinder axes direction, there has fine tuning in the welding torch, precision fine tuning the welding torch position. The machine head has welder vision tracking system, X/Y shaft two dimension tracking drives the welding torch, X-shaft stepping motor 6N·m, Y-shaft stepping motor 12N·m. The machine head has exhaust pipe used for concentrating and exhaust the smoke. Equip with magnet mechanical arm device, three working position loading/unloading device, loading/unloading conveyor, unloading raceway.
Note: 1.) The arc position of circumferential welding should in the same line with bottom base welder joint; 2.) Before turn off the circumferential welding machine, should turn off the vision tracker first, then turn off the circumferential equipment power.
III. Equipment running in customers' plant

IV. Advantage
















