Auto circumferential welding machine for LPG cylinder
I. Composition of the production line
This line including: 3 sets of circumferential welding machine, 1 sets of vertical assembly & spot welding machine. Completed with loading and unloading conveyor line, 3 sets of magnetic loading arms, 3 sets of three-station automatic feeding device, self discharging roller, pneumatic stop mechanism, pneumatic cutting mechanism, therminal limit stop. It adopts magnetic loading arms to catch workpiece and feed workpiece automatically. It adopts three-station automatic feeding device to collect workpiece, load and unload workpiece, cooperated with self discharge roller to convey the welding finished workpiece on the outlet line, and send out the finished workpiece. Auxiliary machine is controlled by automatic circumferential welding machine.
The production line adopts Mitsubishi PLC as the main unit of equipment control system, each main machine is equipped with Mitsubishi PLC and Pro-face color touch screen interface, each main machine interface is set with automatic and manual operation mode. Welding main machine and conveyor auxiliary machine adopt Mitsubishi frequency converter speed regulator.
II. Main technical and economic indicators
1. Production capacity of this production line: 1000pcs/8hours
2. One machine working efficieny: 88seconds/cylinder,
elaboration: welding time: 68 seconds + feeding time: 20 seconds. (cylinder diameter: 304mm)
3. Operator: 2 persons: 1 persons take charge of 1 sets of vertical assembly & spot welding machine, 1 person takes charge of 3 sets of circumferential welding machine.
III. Main machine introduction: 3 sets of automatic circumferential welding machine
This machine is used for cylinder upper shell and lower shell welding, it adopts seam vision tracking device, automatic imaging to tracking welding seam, welding the circumferential seam automatically, no need of manual intervention. It adopts Panasonic 500GS (special) high-speed pulse MIG welding source. Welding speed can reach to 1000mm/min. It adopts double internal cooling MIG torch, it is suitable for long time welding. It is equipped with Super cooler automatic circulating cooling water tank to cooling the welding torch circularly. It adopts inlet workpiece conveyor, magnetic loading arms, three-station loading and unloading device, self discharge roller, outlet conveyor system to convey the unwelded cylinder from inlet conveyor to the clamping position of circumferential welding machine, then convey the welding finished cylinders from the circumferential welding machine to outlet conveyor. This production line is fully-automatic operation without any manual operation, only one person for watching and managing.
This machine adopts horizontal biaxial structure, principle shaft and tailshaft are the same shaft, air cylinder drive advance and retreat. Moving towards clamping compress or loosening the workpiece. Principle shaft is driven by gear motor, Mitsubishi frequency converter speed regulating. Principle shaft and tailshaft are equipped with welding mould, welding torch position can be adjusted along the direction of cylinder axial line, the welding torch is equipped with micro-adjusting mechanism to delicate fine-tuning the welding torch position. Main head is equipped with vision tracking system, X-Y stepping shaft driven welding torch. Automatic imaging tracking, automatic finding, automatic finish the step of arc starting, welding and arc suppression. Machine head is equipped with smoking pipe to exhaust gas. It is equipped with magnetic loading arms, three-station loading and unloading device, inlet and outlet conveyor line, self discharge roller.
IV. Automatic intelligent auxiliary mechanical device
3 sets of automatic circumferential welding machine compose an automatic circumferential welding line equipped with inlet conveyor to feeding the workpiece, each circumferential welding machine is equipped with magnetic loading arms, three-station loading and unloading device, self discharge roller.
V. Main component part and parameter
1. Panasonic YD-500GS special welding source, Tangshan Panasonic
Main technical performance and parameter
| No. | Item | Unit | Tech performance and specification |
| 1 | Rated input voltage | V | AC380 |
| 2 | Phase number | phase | 3 |
| 3 | Rated frequency | Hz | 50/60 (shared) |
| 4 | Rated input | KVA/KW | 28.2/24.3 |
| 5 | Highest floating voltage | V | DC80 |
| 6 | Rated output current | A | without pulse: DC500 |
| | | | with pulse: DC400 |
| 7 | Rated output voltage | V | 39 |
| 8 | Rated load sustained rate | % | 100 |
| 9 | Output current adjusting range | A | without pulse: DC60~500 |
| | | | with pulse: DC60~400 |
| 10 | Output voltage adjusting range | V | 17~39 |
| 11 | Control type | | IGBT Inverter way |
| 12 | Memory function | | 50 channel storage*invoking |
| 13 | Welding type | | CO2/MAG/pulse MAG/stainless steel MIG/stainless steel pulse MIG |
| 14 | Waveform control function | | Digital setting |
| 15 | Instruction sequence function | | welding/welding~arc stoping/initial stage~welding~arc stoping |
| 16 | Suitable welding gas | | CO2(100%)/MAG(Ar:80%, CO2: 20%)/stainless steel MIG(Ar: 98%, CO2: 2%) |
| 17 | Suitable wire diameter | mm | 1.0/1.2/1.4/1.6 |
| 18 | Suitable wire material | | carbon steel/carbon steel flux-cored wire/stainless steel/stainless steel flux-cored wire |
| 19 | Preflow time | S | 0.0~10.0 |
| 20 | Lag stopping gas time | S | 0.0~10.0 |
| 21 | Arc spot welding time | S | 0.3~10.0 |
| 22 | Input power supply terminal | | Terminal block(3 phase, M5 bolt fixing) |
| 23 | Output terminal | | Copper plate type terminal(M10 attached bolt) |
| 24 | Dimension(width*thick*height) | mm | 380*715*915 |
| 25 | Weight | kg | 115 |
| 26 | Enclosure protection class | | IP21S |
| 27 | Insulation class | | 200ºC(Main transformer: 155ºC) |
| 28 | Electromagnetic compatibility classification | | A class |

2. Cycle cooling tank: supper cooler 30

3. Water-cooled welding torch: 500A double water-cooled MIG welding torch 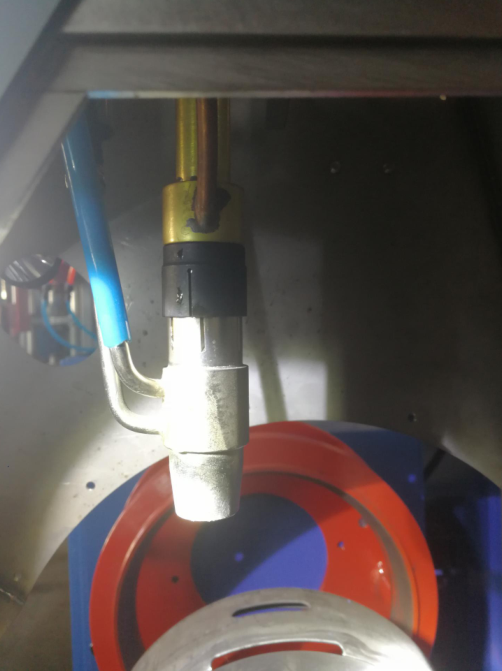
4. Welding wire: φ1.2mm solid core welding wire 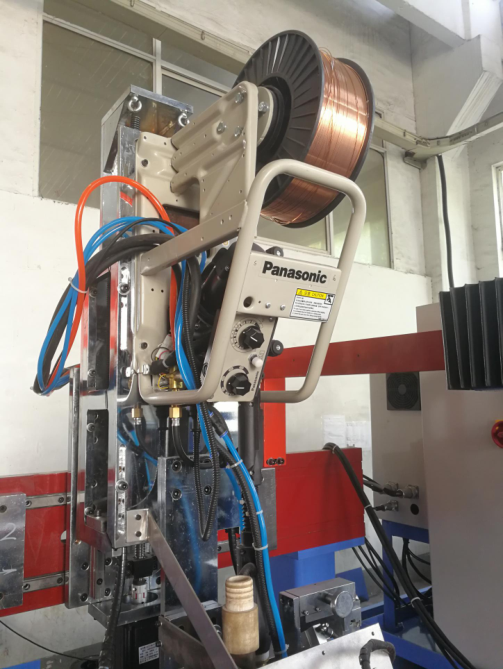
5. Pneumatic equipment: air source treatment triple pieces, solenoid directional valve, air cylinder and magnetic switch adopt Taiwan AirTAC brand.
6. Electrical accessories: Hangzhou United eagle vision tracking device, Mitsubishi PLC, Pro-face colored touch screen, Omron magnetic switch, Pefun round type magnetic switch, Schneider button, Yongkun motor. | Electric parts list |
| Item | Brand |
| 1.PLC | Mistubishi |
| 2.Transducer | Mistubishi |
| 3.Touch screen | Proface |
| 4.Intermediate relay | Omron |
| 5.Photoelectric sensor | Omron |
| 6.Button | Schneider |
| 7.Air cylinder | AirTAC |
| 8.Bearing | NSK |
7. Tracking device:

Circumferential welding line (6 sets + 6 sets)













































