
 |










| Quantity: | |
|---|---|
CW-12
Standard Seaworthy PA⪞ Kage
as ⪞ ustomer′s requirements
HLT
Jiangsu, China
1000sets/Year
Available | Customized Request
Product Description
2000pcs for 8 hours output for LPG Cylinder Circumferential Welding Machine
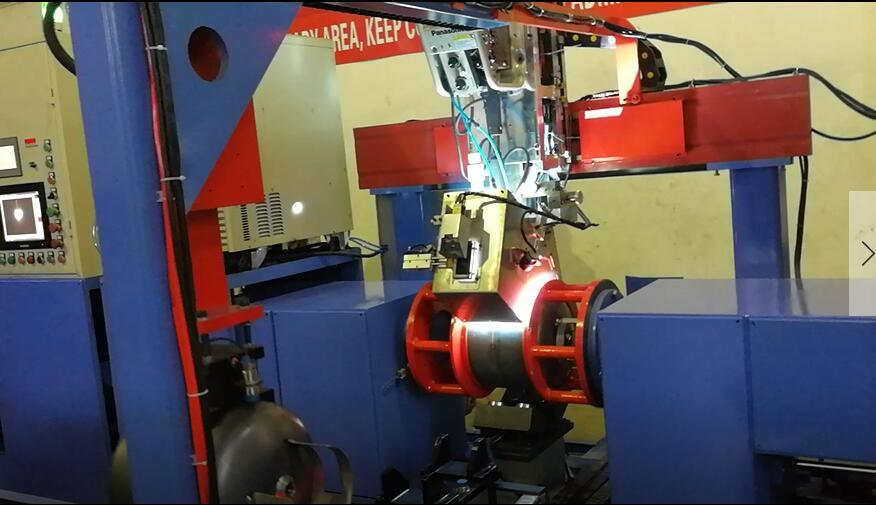
This production line is specially used for LPG cylinder automatic and continuous circumferential welding after assembly of upper shell and lower shell. Provide the users a complete, high efficiency and high quality solution for circumferential welding line to maximumlly improve the competitiveness of enterprises products.
It adopts automatic circumferential welding machine, magnetic suction loading arms device, three-station feeding mechanism. This kind of devices can complete the workpiece loading and unloading action automatically to achieve high efficient, safe interlocking, coordination and linkage. Maximumlly improving the working efficiency, reducing labor-assisted operations and labor intensity. Getting rid of the dependence on the operators, while stably improving the quality of cylinder circumferential welding seam.
1. Main technical and economic indicators
1) Production capacity of this production line: 2000pcs/8hours
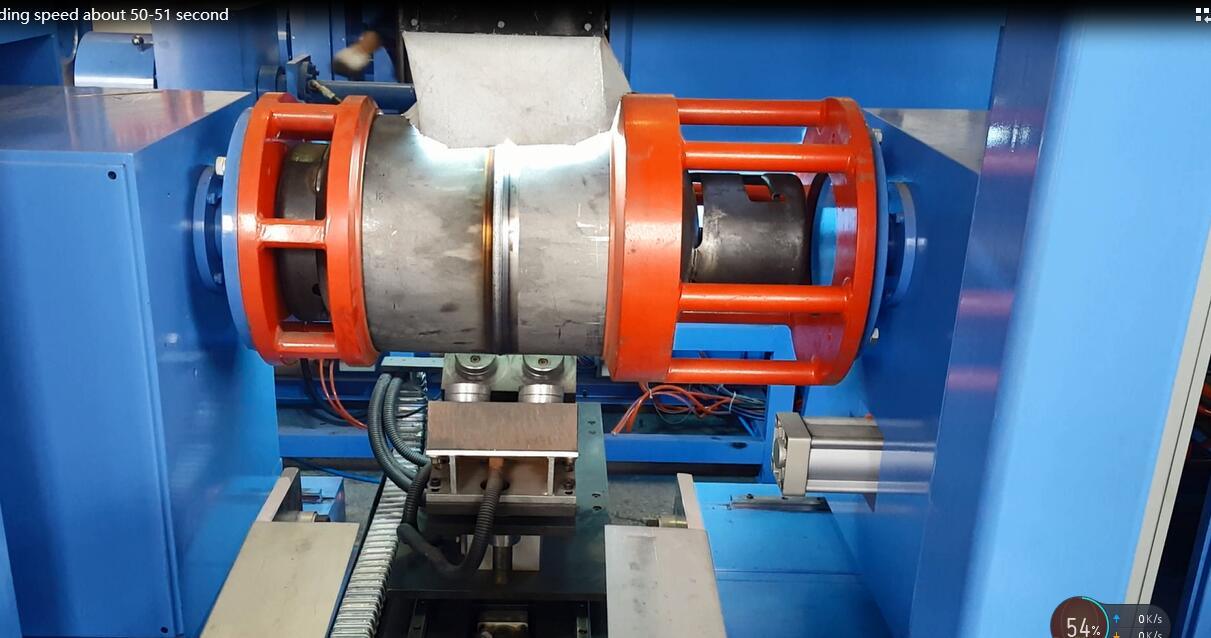
2) One machine working efficieny: 88seconds/cylinder,
elaboration: welding time: 68 seconds + feeding time: 20 seconds. (cylinder diamter: 360mm)
3) Operator: 3 persons
2 persons take charge of 2 sets of vertica assembly & spot welding machine, 1 person takes charge of 6 sets of circumferential welding machine.
2. Electric parts list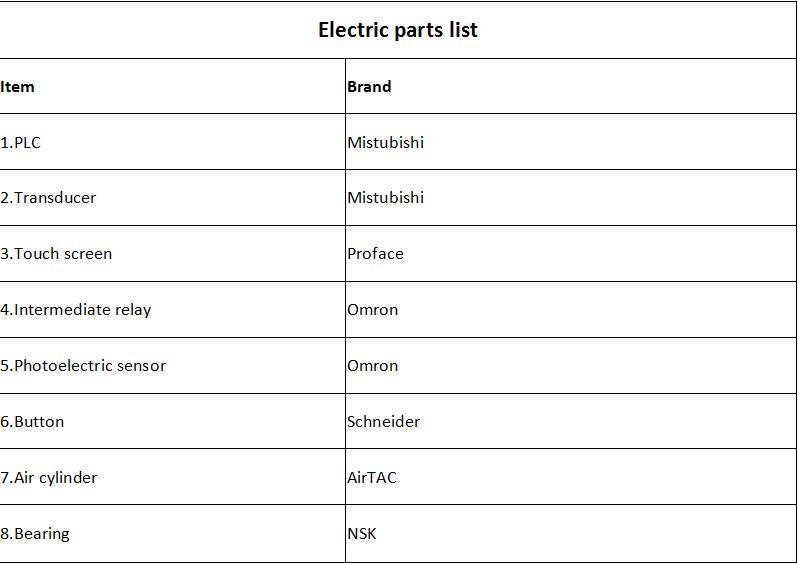
3. Main machine introduction
This machine is used for cylinder upper shell and lower shell welding, it adopts seam vision tracking device, automatic imaging to tracking welding seam, welding the circumferential seam automatically, no need of manual intervention. It adopts Panasonic 500GS (special) high-speed pulse MIG welding source. Welding speed can reach to 1000mm/min. It adopts double internal cooling MIG torch, it is suitable for long time welding. It is equipped with Supercooler automatic circulating cooling water tank to cooling the welding torch circularly. It adopts inlet workpiece conveyor, magnetic loading arms, three-station loading and unloading device, self discharge roller, outlet conveyor system to convey the unwelded cylinder from inlet conveyor to the clamping position of circumferential welding machine, then convey the welding finished cylinders from the circumferential welding machine to outlet conveyor. This production line is fully-automatic operation without any manual operation, only one person for watching and managing.
This machine adopts horizontal biaxial structure, principle shaft and tailshaft are the same shaft, air cylinder drive advance and retreat. Moving towards clamping compress or loosening the workpiece. Principle shaft is driven by gear motor, Mitsubishi frequency converter speed regulating. Principle shaft and tailshaft are equipped with welding mould, welding torch position can be adjusted along the direction of cylinder axial line, the welding torch is equipped with micro-adjusting mechanism to delicate fine-tuning the welding torch position. Main head is equipped with vision tracking system, X-Y stepping shaft driven welding torch. Automatic imaging tracking, automatic finding, automatic finish the step of arc starting, welding and arc suppression. Machine head is equipped with smoking pipe to exhaust gas. It is equipped with magnetic loading arms, three-station loading and unloading device, inlet and outlet conveyor line, self discharge roller.

Automatic MIG Welding Machine for LPG Cylinder Body Welding
























