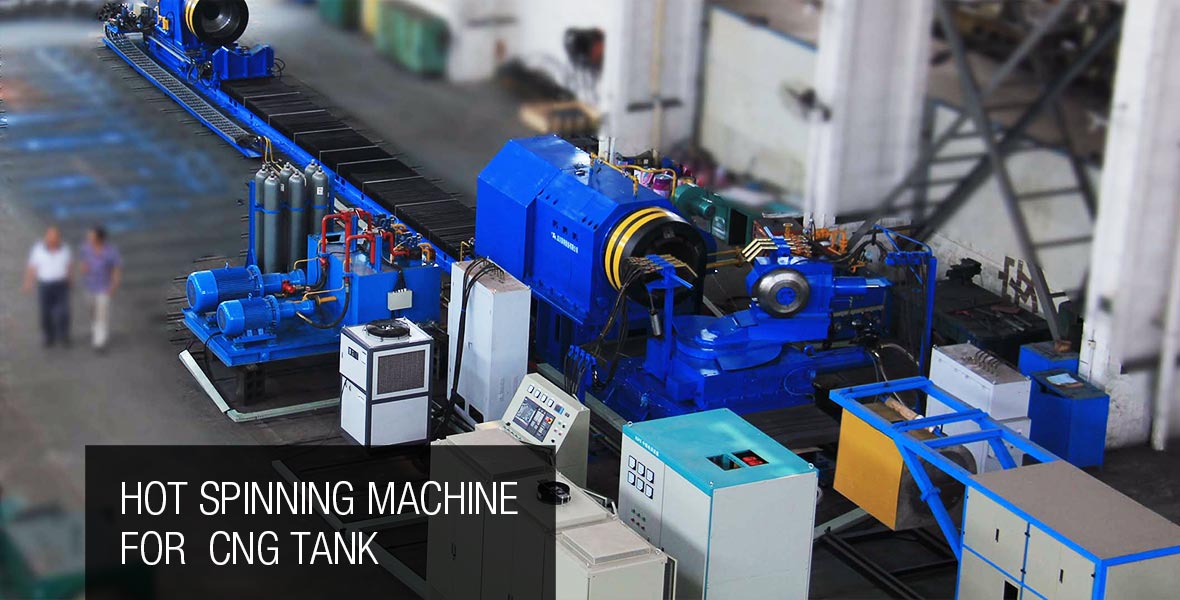
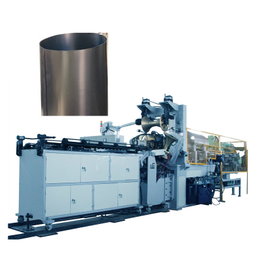
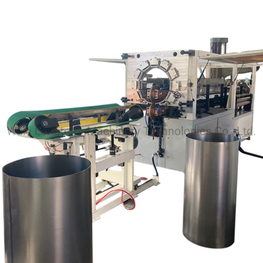
Steel drum manufacturing machinery 2019-04-29
Wuxi Longterm Machinery Technologies Co., Ltd is a professional manufacturer of steel drum,bitumen drum, open drum manufacturing machine with more than 30 years of history. We are leading supplier of complete turkney solution for 55 gallon (US) & 44 gallon (UK) steel drum,bitumen drum, open drum production line manufacturing equipments.
Read More